anwenderreportage
HepcoMotion HDRT: In wenigen Schritten am Ziel
HDRT-Führungssystem optimiert Herstellung von Hochdruckstahlflaschen: Das HDRT-Führungssystem (Heavy Duty Ring Slides and Track System) wurde von HepcoMotion speziell für Hochleistungsanwendungen entwickelt. HDRT-Führungssysteme zeichnen sich im Dauerbetrieb durch die Fähigkeit aus, sehr hohe Lasten zu tragen, die sie bei minimalstem Verschleiß zuverlässig und exakt verfahren. Bei Eurocylinder Systems, einem führenden Hersteller von Hochdruckstahlflaschen, bewährt sich das HDRT-Führungssystem in einem anspruchsvollen Produktionsumfeld mit enormen Verschmutzungen und Rückständen.

Die beiden Plasmaschneidköpfe (1 und 2) werden von den HDRT-Ringen geführt, um bei der halbkreisförmigen Vor- und Zurückbewegung von 180° je zwei Schnitte auszuführen. Ein Schneidkopf ist für die obere Hälfte des Rohres zuständig, der andere für die untere Hälfte des Rohres. (Bilder: HepcoMotion)
Infos zum Anwender
In der Kleinstadt Apolda (D) nähe Weimar, wurden schon in den 1930er Jahren Feuerlöscher und Feuerlöschtechnik hergestellt. Heute zählt die Eurocylinder Systems AG zu einem der effizientesten Hochdruckstahlflaschenhersteller mit einer Jahreskapazität von über 500.000 Zylindern auf zwei Produktionslinien.
www.eurocylinders.com
Die Eurocylinder Systems AG ist ein mittelständisches Unternehmen der metallverarbeitenden Industrie. Kernkompetenz ist die Herstellung von Hochdruckstahlflaschen zur Aufnahme von technischen und medizinischen Gasen. Zu den Kunden gehören Abnehmer aus der Medizin- und Atemschutztechnik, der Getränkeindustrie, der Brandschutztechnik, dem Tauchsport oder der spezialisierten Automobilindustrie, die sich auch mit der Konstruktion von erdgasgetriebenen Fahrzeugen befasst.

Beim Plasmaschneiden fallen erhebliche Rückstände und Verschmutzungen an – insbesondere Schlacke und rußähnlicher Feinstaub –, denen Anlage und verbaute HDRT-Lösung von HepcoMotion ausgesetzt sind, diesen aber seit nunmehr sieben Jahren ohne jede Wartung und Ausfall widerstehen.
Der Produktionsprozess von Hochdruckstahlflaschen
Die Hochdruckstahlflaschen werden aus Rohrhülsen gefertigt. Zur Herstellung der Hülse werden bei Eurocylinder Rohre aus Chrommolybdänstahl von 8 bis 12 m Länge, in Wandstärken von 3 bis 9 mm, mit sechs verschiedenen Durchmessern – 140, 172, 178, 204, 229 und 267 mm – geschnitten. Dies ist der erste Produktionsschritt in der Plasmaschneidanlage, die für die Herstellung der Hülsen zuständig ist. Schritt zwei beinhaltet die Abreinigung der Hülsen von den Rückständen, die während des Schneidens entstehen. Im dritten Schritt erfolgt die Magazinierung der Hülsen als Voraussetzung für die Zuführung zur weiteren Verarbeitung. In dieser werden zunächst Flaschenboden und Flaschenhals in getrennten Prozessen an die jeweilige Hülse heiß angeformt.
Die Anlage wird überwiegend in rollender Schicht bzw. im Drei-Schicht-Betrieb gefahren und ist pro Jahr über 300 Arbeitstage im Einsatz. Pro Arbeitstag werden auf der Anlage etwa 1.000 Hülsen geschnitten. Pro Jahr fertigt Eurocylinder Systems insgesamt ca. 500.000 Hochdruckstahlflaschen.

Die technische Zeichnung zeigt die in der Seitenansicht (im Bild rechts, Brenner 90° gedreht dargestellt) parallel angeordneten HDRT-Ringe sowie die montierten Plasmabrenner. In der Zeichnung links deutet der äußere graue Ring das Gehäuse an, das die HDRT-Ringe aufnimmt. Die vier großen schwarzen Punkte auf der Scheibe stellen die vier Führungsrollen inkl. V-Nut-Lager dar. Sie führen den vorderen HDRT-Ring, der als grauer dünner Kreis in der Zeichnung durch die Mitte der Punkte/der Führungsrollen verläuft.
Vorher-Nachher-Vergleich
Bis 2009 erfolgte das Schneiden der Hülsen mit Hilfe zweier Bandsägen. Dabei wurden die zugeführten Rohre durch vertikale Schnitte (senkrecht zur Rohrachse) in Hülsen mit dem erforderlichen Längenmaß geteilt. Dies war ein langwieriger Prozess, der bis zu fünf Minuten pro Schnitt in Anspruch nahm. Diesen aufwendigen und langen Prozess wollte Eurocylinder Systems optimieren.
2009 wurden die Bandsägen durch eine Plasmaschneidanlage ersetzt. Der Schneidkopf der Plasmaschneidanlage trägt zwei Plasmabrenner. Diese sind gegenüberliegend angeordnet und drehen sich während des Schneidprozesses auf einer Kreisbahn 180° um das Stahlrohr. Sowohl während der Hin- als auch während der Rückbewegung um jeweils 180° erfolgt jeweils ein kompletter Rohrschnitt. Die Schnittzeit für einen solchen kompletten Schnitt beträgt in Abhängigkeit von Rohrdurchmesser und Wandstärke zwischen fünf und zehn Sekunden. Die Lagerung und Führung des gesamten Schneidkopfes erfolgt durch zwei HepcoMotion-HDRT-Führungssysteme.
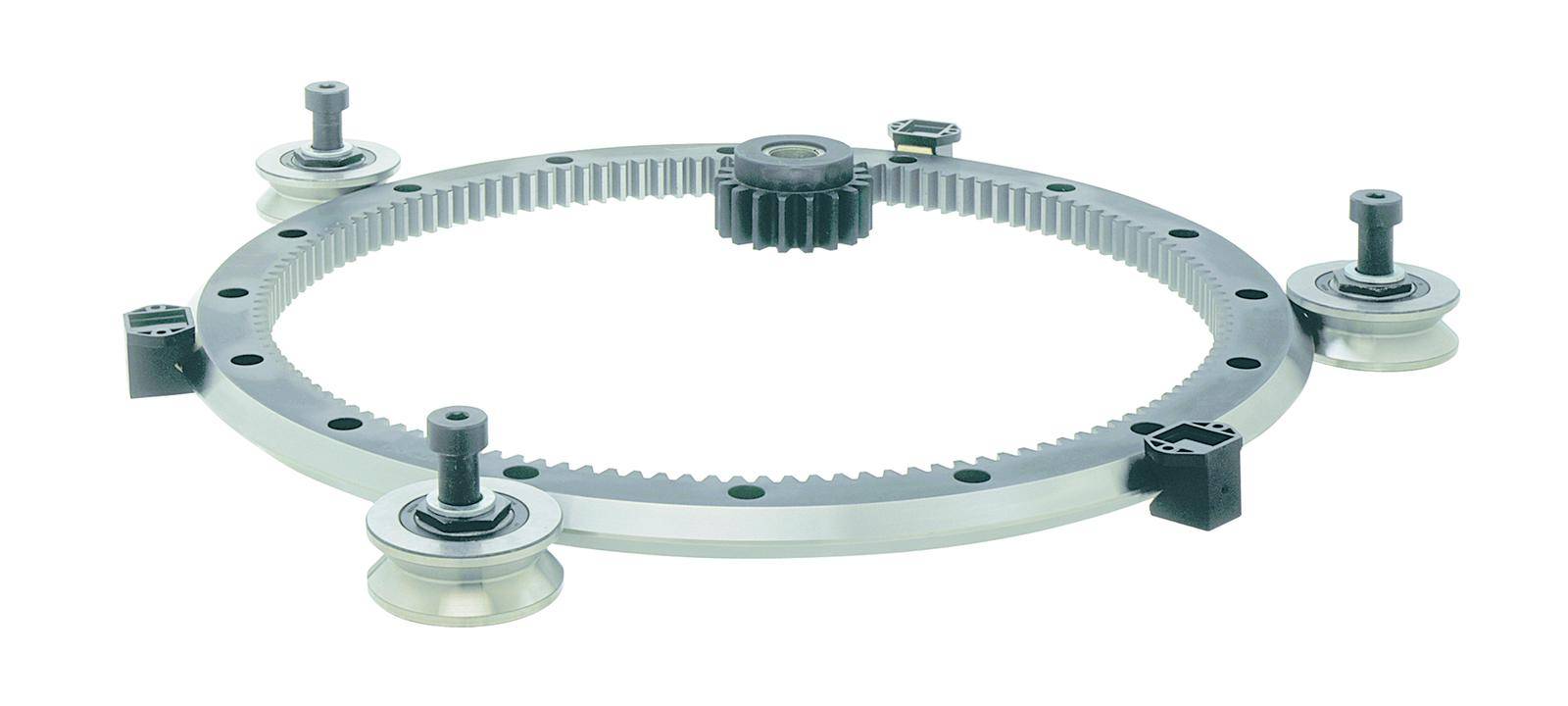
Standard-HDRT-Anwendung von HepcoMotion, mit drei Schmierblöcken, Ritzel für den Antrieb sowie drei V-Nut-Führungsrollen inkl. Lagern. Die HDRT-Lösung für Eurocylinder Systems wurde ohne Schmierblöcke und Ritzel, dafür aber mit insgesamt zwei HDRT-Ringen – Durchmesser je 786 mm –, acht Führungsrollen und acht dazugehörigen Lagern ausgeliefert.
Anforderungen: verschleißfrei und wartungsarm
Um die Plasmaschneidköpfe entlang einer vorgegebenen Kreisbahn zu führen, wurde ein ringgleiches Hochleistungsführungssystem benötigt, das die vorgegebenen Betriebszeiten störungsfrei erfüllen kann. Hauptanforderung war, ein Führungssystem zu installieren, dass präzise sowie verschleißfrei und wartungsarm betrieben werden kann. Darüber hinaus müssen die Ringe eine hohe Tragfähigkeit besitzen, um das Gewicht des gesamten Schneidkopfes – insgesamt ca. 150 kg – zu tragen und hohe Taktfrequenzen fahren zu können. Die Anlage befindet sich in einer Halle mit Außentemperaturen. Die Führung muss deshalb beständig gegen Verunreinigungen sein, die sich durch den Produktionsprozess ergeben und den externen Einflüssen, besonders Temperaturschwankungen, widerstehen – d. h. Anlage und Führung müssen bei jedem Wetter, zu jeder Jahreszeit und bei Temperaturen zwischen – 25° und + 40° C mit minimalsten Ausfallzeiten gefahren werden können.
Herausforderungen: Rückstände und Verunreinigungen
Auf Grund der technischen Bedingungen des Plasmaschneidevorgangs fallen in diesem Produktionsschritt extreme Verbrennungsrückstände und Verunreinigungen an. Während des Schneidprozesses wird das verbrannte Material durch den Plasmastrahl ins Innere der Rohrhülse getragen. Diese Schlacke im Inneren der Hülsen ist hinderlich bei der Weiterverarbeitung – deshalb müssen die Hülsen nach dem Plasmaschnitt abgereinigt werden. Ebenso werden Schienen und Führungssysteme mit Schlackespritzern und Feinstaubablagerungen aus dem Plasmarauch belastet.
Auf Grund des erhöhten Aufkommens von Verunreinigungen installierte Eurocylinder Systems ein speziell für HDRT-Ringe mit einem Filzring abgedichtetes Gehäuse, welches die HDRT-Ringe aufnimmt und vor externen Einflüssen wie Schmutz oder Staub schützt.
Lösung hält extremen Produktionsbedingungen stand
Um den anspruchsvollen Rahmenbedingungen standzuhalten, konfigurierte HepcoMotion für die Anwendung bei Eurocylinder Systems eine Lösung, die aus zwei Heavy Duty-Ringen mit äußerst widerstandsfähiger V-Führung besteht. Die Ringe haben einen Durchmesser von je 786 mm und wurden aus gehärtetem, hochwertigem Werkzeugstahl der Qualitätsstufe P2 gefertigt.
Die HDRT-Laufflächen sind präzisionsgeschliffenen. Die beiden parallel angeordneten Ringe laufen in insgesamt acht exzentrischen V-Nut-Lagern für hohe Belastungen mit einem Durchmesser von je 95 mm und einer Zapfenlänge von 16 mm (vier V-Nut-Lager je HDRT-Ring). Die Schmierung erfolgt in dieser Anwendung über vier Schmierblöcke – zwei je HDRT-Ring – aus schlagzähem Kunststoff inklusive federvorgespanntem, schmierstoffgetränktem Filzabstreifer für eine reibungsarme Schmierung sowie hohe Tragfähigkeit und Lebensdauer. Die Schmierblöcke sind während der bisherigen Einsatzdauer von nunmehr sieben Jahren nicht nachgefüllt worden.
Zeitersparnis von mindestens 60 %
Das Hauptziel von Eurocylinder Systems war eine weitgehende Optimierung dieses Plasmaschneideprozesses bei gleichzeitiger Beschleunigung und Automatisierung des Schneidevorgangs. Eurocylinder Systems ist von der neuen Lösung überzeugt und attestiert den HDRT-Ringen eine hundertprozentige Erfüllung der Anforderungen. Unter Einsatz der Bandsäge wurden durchmesserabhängig bis zu vier Rohre gleichzeitig geschnitten. Dafür benötigte die Bandsäge bis zu gut fünf Minuten reine Schnittzeit. Bei einer Gesamttaktzeit von ca. sechs Minuten bedeutet das 90 Sekunden pro Hülse. Die Plasmaschneidanlage benötigt für einen Schnitt max. zehn Sekunden. Die Gesamttaktzeit beträgt ca. 30 Sekunden pro Hülse. Die Zeitersparnis liegt also bei ca. 60 bis 70 %, wenn Rohrlänge, -durchmesser und -wanddicke vernachlässigt werden.
Selbstreinigende „Schneepflugwirkung“
Seit 2009 im Einsatz, wurden die Führungssysteme am Schneidkopf der Plasmaschneidanlage noch nie gewartet. Die gesamte Anlage sowie die HDRT-Ringe laufen nunmehr seit gut sieben Jahren bei jedem Wetter fehler- und störungsfrei. Das beweist, wie robust und widerstandsfähig das HDRT-Führungssystem ist. Die HDRT-Ringe besitzen eine hohe Schmutzunempfindlichkeit, da die V-Nut-Führung durch die unterschiedliche Geschwindigkeit im Inneren und Äußeren des V’s eine „Schneepflugwirkung“ besitzt und Verschmutzungen von der Schiene herunterwischt.
Im Sommer 2017 soll die gesamte Anlage stillgelegt und für eine Generalüberholung vollständig auseinandergebaut werden. Daraus lassen sich dann detaillierte Erkenntnisse zum Verschleiß ableiten. Angesichts der extremen Produktionsbedingungen gehen Eurocylinder Systems und HepcoMotion davon aus, dass die HDRT-Ringe auch dann ausgetauscht werden, wenn der Verschleiß erwartungsgemäß niedrig ist.
Teilen: · · Zur Merkliste