anwenderreportage
Salvagnini L5: Vollautomatisch und hochdynamisch Laserschneiden
Um am niederösterreichischen Produktionsstandort in St Peter/Au noch flexibler agieren zu können und das dortige Bearbeitungsspektrum weiter auszubauen, investierte die Forster Metallbau GmbH in eine neue Laserschneidmaschine von Salvagnini. Ein Lagerturm inklusive automatischer Be- und Entladung sowie eine Sortiervorrichtung für die geschnittenen Teile machen den Laser dabei zu einer vollautomatisierten, hochproduktiven Fertigungslösung, die zudem durch absolute Vielseitigkeit und hohe Dynamik bei gleichzeitig reduzierten Energie- und Betriebskosten besticht.

Mit dem vollautomatisierten Laser von Salvagnini verfügt Forster Metallbau über eine hochproduktive Fertigungslösung im Blechzuschnitt. (Bilder: x-technik)
Shortcut
Aufgabenstellung:
Investition in vollautomatisiertes Laserschneiden.
Lösung:
Salvagnini-Laserschneidmaschine L5 mit Lagerturm LTWS und Sortiervorrichtung MCU.
Nutzen:
Flexibilität und Produktivität erhöht; Bearbeitungsspektrum erweitert.
Forster steht für langjährige Tradition, verbunden mit modernster Technik. Was im Jahre 1956 in einem ehemaligen Hammerwerk mit der Produktion von geprägten Schildern begann, entwickelte sich zu einem der führenden Industriebetriebe im Mostviertel, der ausgereifte Lösungen in den Bereichen Verkehrstechnik, Lärmschutz, Regalsysteme, Objektbeschilderung, Werbetechnik und industrieller Druck anbietet. „Das reicht von einfachen Verkehrszeichen, Verkehrsleitsystemen wie etwa Schilderbrücken auf Autobahnen, Tunnel- oder Parkplatzbeschilderungen, Lärmschutzwänden bis hin zu verfahrbaren Regalsystemen für Bibliotheken, Museen oder Büros. Darüber hinaus verfügen wir über die nötigen Fertigungskapazitäten, um unsere Kunden auch mit unterschiedlichsten Zulieferteilen oder kompletten Baugruppen zu beliefern“, veranschaulicht Andreas Grader, Geschäftsführer von Forster Metallbau, die große Produktvielfalt.
Während in Waidhofen an der Ybbs, gleichzeitig auch der Sitz der Unternehmenszentrale, vor allem der schwere Stahlbau und die Dickblechbearbeitung angesiedelt sind, ist die Kernkompetenz des Produktionsstandortes in St. Peter/Au die Dünnblechbearbeitung. „Hier fertigen wir hauptsächlich Lärmschutzelemente, Regalsysteme und Zulieferteile“, so Grader, der fortfährt: „Dank unserer hohen Fertigungstiefe beherrschen wir mit dem Stanzen, Laserschneiden, Biegen, Schweißen, Sweepstrahlen, Pulverbeschichten und Lackieren die für die Blechfertigung relevanten Kernprozesse allesamt selbst.“ Insgesamt werden an beiden Forster-Standorten jährlich rund 6.500 Tonnen Bleche (Aluminium, Stahl, fallweise auch Edelstahl), 2.200 Tonnen Profile sowie 250 Tonnen Pulverlacke verarbeitet.
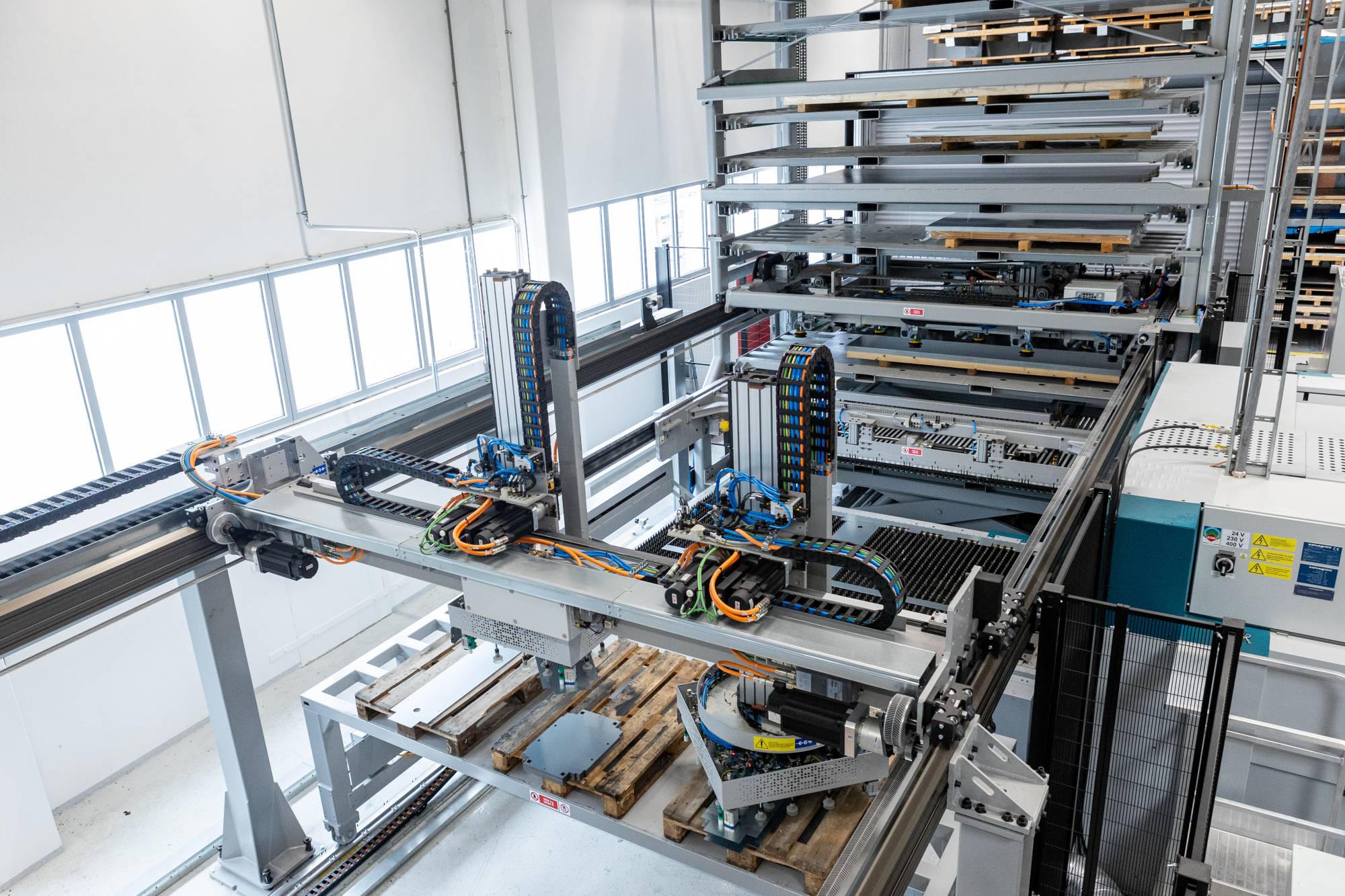
Die automatische Sortiervorrichtung MCU wird für das flexible, schnelle Stapeln von Teilen eingesetzt.
Andreas Grader
Geschäftsführer von Forster Metallbau
„Durch die partnerschaftliche Zusammenarbeit mit Salvagnini und die Investition in die neue Laserschneidmaschine sind und bleiben wir absolut wettbewerbsfähig.“
Nachhaltigkeit nicht nur ein Modewort
Dabei wird Nachhaltigkeit bei den Niederösterreichern bereits seit Jahren täglich gelebt. Im Februar 2020 wurde die Forster-Gruppe als eines der ersten Unternehmen in Österreich nach ONR 192500 (Leitfaden zur gesellschaftlichen Verantwortung von Organisationen) zertifiziert. „Nachhaltige Produkte zu entwickeln und herzustellen ist uns ein besonderes Anliegen. Dabei achten wir vor allem darauf, Material und Energie möglichst ressourcensparend einzusetzen. Das schließt unbedingt auch deren Recyclingfähigkeit mit ein: Unsere Produkte bestehen zum Großteil aus Stahl und Aluminium, beide Materialien lassen sich zu 100 Prozent recyceln“, ist Grader wichtig zu erwähnen.
Besonderes Augenmerk lege das Unternehmen zudem auf die zu erwartende Lebensdauer seiner Produkte: Längere und vor allem gesicherte Verwendbarkeit bedeutet, dass Produkte erst nach längerer Zeit ersetzt werden müssen. Allein dadurch könne viel an Ressourcen eingespart werden.
Darüber hinaus zeichnet die Forster-Gruppe neben jahrzehntelanger Erfahrung in der Metallbearbeitung der Einsatz modernster Fertigungstechnologien sowie eine hohe Innovationsbereitschaft aus. „Das Ergebnis ist eine ausgezeichnete Produktqualität, die durch zahlreiche Gütezeichen bestätigt wird“, verdeutlicht Grader. Beispielsweise wurde aktuell in eine innovative Biomasse-Energiezentrale mit einer Leistung von 1,5 MW inkl. Thermoöl-Wärmeleitungsnetz investiert. „Mithilfe dieses Projekts werden wir im Zuge der unternehmensweiten Nachhaltigkeitsstrategie den Einsatz fossiler Brennstoffe (Gas) am Standort St. Peter/Au gegen null reduzieren können. Vor allem den hohen Energiebedarf der hauseigenen Pulverbeschichtungsanlage werden wir dadurch nachhaltiger abdecken“, schildert Grader.

Dank des neuen Lasers von Salvagnini konnte Forster die Flexibilität in seiner Fertigung deutlich erhöhen.

Die Portalroboter können unabhängig von Form und Lage der Werkstücke mehrere Teile nacheinander mit derselben Greifvorrichtung aufnehmen, wobei die erforderlichen Sauger einzeln aktiviert werden.

Am Forster-Produktionsstandort in St. Peter/Au werden hauptsächlich Lärmschutz, Regalsysteme und Zulieferteile gefertigt.
Leistungsstärkerer Laser erweitert Bearbeitungsspektrum
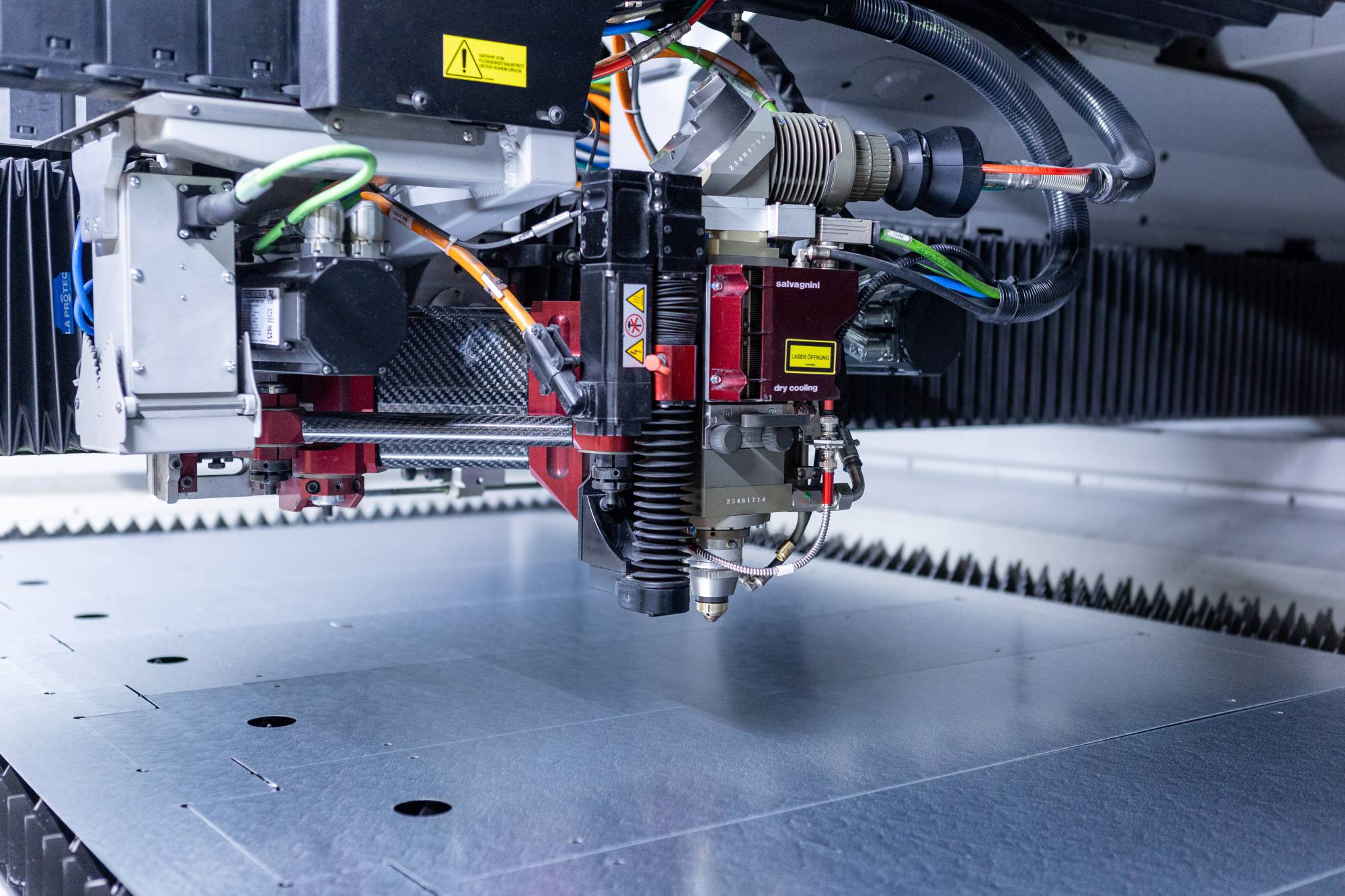
Beleg für den Einsatz modernster Fertigungstechnologien ist die neueste Investition in eine vollautomatisierte Laserschneidmaschine von Salvagnini, die heuer ein in die Jahre gekommenes, automatisches Stanz-Scherzentrum aus den 90er-Jahren ersetzte. „Da die auf der alten Maschine gefertigten Bauteile mit erforderlicher Stanzbearbeitung wie etwa große Perforationsflächen oder 3D-Umformungen auf eine bestehende Stanz-Laser-Kombinationsmaschine verlagert werden konnten, haben wir uns entschieden, einen reinen, aber dafür leistungsstärkeren und zudem vollautomatisierten Laser in unsere Fertigung einzusetzen“, erläutert Thomas Prantner, Betriebsleiter bei Forster Metallbau. Mit der gewählten Laserleistung von 6 Kilowatt können nun Bauteile mit Blechstärken von 0,5 bis 25 mm gefertigt werden. Somit verfügt man in St. Peter heute über ein wesentlich breiteres Bearbeitungsspektrum als zuvor.
Warum sich die Verantwortlichen von Forster für einen hochdynamischen L5-Faserlaser von Salvagnini entschieden, lag zum einen daran, dass die Niederösterreicher seit mehr als 30 Jahren im Bereich Schwenkbiegen auf Biegezentren von Salvagnini setzen und dort bis dato ausschließlich positive Erfahrungen sammelten: „In dieser Zeit konnte Salvagnini bereits mit hoher Servicekompetenz und einer ausgezeichneten Ersatzteilverfügbarkeit auch bei älteren Maschinen überzeugen“, weiß Prantner aus der Praxis. „Zum anderen – und das war letztendlich ausschlaggebend – konnte sich Salvagnini in einer mehrmonatigen Evaluierung, bei der Zeitstudien, Musterfertigungen und mögliche Layouts der einzelnen Anbieter gegenübergestellt wurden, mit seiner überaus innovativen Lösung durchsetzen“, geht Prantner näher auf den Auswahlprozess ein.


Für die nachgelagerten Fertigungsschritte werden die geschnittenen Bauteile gleich in der optimalen Ausrichtung auf der Palette abgelegt.


Thomas Prantner
Betriebsleiter bei Forster Metallbau
„Dank der neuen, vollautomatisierten Laserschneidmaschine von Salvagnini konnten wir die Flexibilität in unserer Fertigung deutlich erhöhen. Neben der Erweiterung unserer Bearbeitungsmöglichkeiten überzeugt die L5 mit überragenden Schneidzeiten sowie niedrigen Energie- und Betriebskosten.“
Laser überzeugt auf ganzer Linie
Nach rund sechs Monaten Einsatzzeit ist man bei Forster Metallbau nach wie vor von der neuen Maschine begeistert: „Dank des neuen Lasers von Salvagnini konnten wir die Flexibilität in unserer Fertigung deutlich erhöhen. Neben der Erweiterung unserer Bearbeitungsmöglichkeiten hinsichtlich Blechstärken und komplexer Bauteilkonturen überzeugt die L5 mit überragenden Schneidzeiten und einfacher Bedienung“, so Prantner, der zudem noch die niedrigen Energie- und Betriebskosten der Faserlasertechnologie erwähnt.
Besonders beeindruckt ist er außerdem von dem perfekten Zusammenspiel von Lagerturm, Sortiervorrichtung und der Laserschneidmaschine, das einen vollautomatisierten, überaus effizienten Ablauf in der Herstellung von Laserzuschnitten von kleinen Losgrößen bis hin zu Großserien gewährleistet. „Die Automatisierung ermöglicht einen gleichzeitigen Betrieb unserer Blechzentren (L5-Laser und Stanz-Laser-Kombi) mit teilweise nur einem Bediener pro Schicht. Auch mannlose Geisterschichten in der Nacht meistert der neue Laser mit Bravour“, ist Prantner voll des Lobes.

Forster Metallbau vertraut seit mehr als 30 Jahren auf Anlagen von Salvagnini.

Zukunftsfähiges Laserschneiden realisiert (v.l.n.r.): David Mörtenböck (Salvagnini), Thomas Prantner, Andreas Grader (beide Forster).

David Mörtenböck
Verkauf Österreich bei Salvagnini
„Die Vollautomatisierung durch den Lagerturm und die Sortiervorrichtung machen den Laser zu einer hochproduktiven Fertigungslösung, die zudem durch absolute Vielseitigkeit und hohe Dynamik besticht.“
Automatisierung, das Fundament von Effizienz
Konkret wird die L5-Laserschneidmaschine von einem LTWS-Lagerturm von Salvagnini beschickt, der für die automatische, bedienerlose Be- und Entladung sowie Lagerung von Material zuständig ist. „Der LTWS gewährleistet eine ständige Verfügbarkeit der unterschiedlichsten je nach Schneidauftrag benötigten Materialien und Stärken für eine Just-in-time-Produktion. Die voneinander unabhängigen Be- und Entladevorrichtungen des Lagerturms sorgen zudem für extrem kurze Zykluszeiten, sodass es praktisch zu keinen Wartezeiten kommt und die Gesamteffizienz des Laserschneidprozesses noch einmal enorm gesteigert wird“, betont David Mörtenböck, Verkauf Österreich bei Salvagnini. „Der Lagerturm dient als Speicher für die anstehenden Fertigungsaufträge und wird vom Bedienpersonal vorrausschauend befüllt“, ergänzt Prantner. Um in der Werkshalle auch ausreichend Vormaterial unterzubringen, wurde im Zuge der Installation des neuen Lasers der Lagerbereich neugestaltet: „Dieser bietet nun Platz für mehr als 200 Blechpakete und gewährleistet kurze Staplerwege zur Einlagerung in den Lagerturm.“
Die automatische Sortiervorrichtung MCU vervollständigt das Layout und wird für das flexible, schnelle Stapeln von Teilen mit unterschiedlichen Formen, Größen und Gewichten eingesetzt. Dank der neuen Multigripping-Funktion können mehrere Teile nacheinander mit derselben Greifvorrichtung aufgenommen werden, wobei die erforderlichen Sauger einzeln aktiviert werden. „Dies reduziert die Sortierzeiten nochmals drastisch – je nach Art der Verschachtelung kann die Leistung um über 40 Prozent verbessert werden“, so Mörtenböck. Außerdem agieren die beiden drehbaren Portalroboter des Sortiersystems überaus flexibel. „Kleinere Bauteile können von jedem der Roboter unabhängig voneinander aufgenommen und abgelegt werden, bei großen Teilen arbeiten die Roboter synchron zusammen“, berichtet Prantner aus der Praxis. Ein weiterer Vorteil der MCU-Einheit ist, dass die geschnittenen Bauteile für die nachgelagerten Fertigungsschritte wie etwa auf den Biegezentren gleich in der optimalen Ausrichtung auf der Palette abgelegt werden können.




Infos zum Anwender
Der Einsatz modernster Fertigungstechnologien, die hohe Fertigungstiefe, Innovationsbereitschaft und der Erfahrungspool von mehr als 650 Mitarbeitern sind ein Garant für den hohen Qualitätsstandard von Forster-Produkten in der Verkehrstechnik, Regaltechnik, Werbetechnik, der Objektbeschilderung sowie beim Lärmschutz.
Für den reibungslosen Ablauf bei der Montage vor Ort ist im Vorhinein eine sorgfältige Verarbeitung von Metallteilen in der eigenen Produktion ausschlaggebend. Denn gerade wenn es ums Grobe geht, ist äußerste Präzision gefragt. Diese hohe Kompetenz in Entwicklung, Konstruktion und Fertigung machen Forster auch zu einem idealen Partner für Zulieferungen von Metallteilen aus Aluminium oder Stahl.
Fortschrittliche Prozesssteuerung
Das Laserschneidsystem verfügt auch über eine breite Palette an fortschrittlichen Lösungen zur Prozesssteuerung und Effizienzsteigerung, die die Leistung der L5 weiter verbessern. Die Funktion AVS (System für maschinelles Sehen) beschleunigt beispielsweise das Zentrieren des Blechs und ermöglicht das Referenzieren anhand von vorangegangenen Bearbeitungen ohne Einschränkung für die Geometrien. „Weiters überprüft die Funktion NVS, ob der Laserstrahl zentriert ist und nutzt die durch maschinelles Lernen gewonnenen Algorithmen zur Überwachung des Zustands der Düsen sowie zur Reduzierung von Abfall“, fährt Mörtenböck fort.
Die Option SVS (Sheet Vision System) erlaubt außerdem die Verwertung der klassischen Restbleche. „Diese Funktion kann dabei auch eine Produktionsliste organisieren, mehr als ein Blechformat auf dem Arbeitstisch positionieren und verschiedene Produktionsprogramme einfach per Drag-and-drop verknüpfen“, geht Mörtenböck näher darauf ein. Dazu passend erwähnt auch noch Thomas Prantner: „Durch die oben liegenden Antriebsachsen ergibt sich eine gute Zugänglichkeit zum Schneidtisch, was vor allem beim Einlegen von Resttafeln für kleinere Stückzahlen bzw. Losgröße 1 zwischen den Serienfertigungen komfortabel ist. Dazu nutzen wir auch die Option, Bleche am Schneidtisch mittels Kamerasystem in Form und Lage zu erfassen.“
Für einen erheblichen Anteil der Schneidaufträge verwendet Forster zudem die Funktion ACUT, die Salvagnini-Lasern das Schneiden mit entsprechend aufbereiteter Druckluft ermöglicht. „ACUT kann heute Stärken von bis zu 20 mm schneiden und bietet somit eine Produktivität ähnlich der von Stickstoff, jedoch mit geringerem Kostenaufwand“, betont Mörtenböck. Die Druckluft wird über das Forster-Werksnetz zur Verfügung gestellt. Mittels Filtereinheit und Druckübersetzer werden dabei die für den Schneidprozess erforderlichen Druckwerte in Echtzeit sichergestellt und die Druckluft mit geprüfter Qualität dem Schneidlaser zugeführt. „Da das Schneiden mit Druckluft kostengünstiger als mit Stickstoff ist, ergibt sich eine weitere Möglichkeit, die Betriebskosten der Maschine niedrig zu halten“, zeigt sich Prantner zufrieden.


Schnelles und einfaches Programmieren
Zur Offline-Programmierung des L5-Lasers nutzt Forster die Salvagnini-Programmiersoftware STREAMLASER. „Nach Auswahl der zu verarbeitenden Materialien und der Blechstärken werden von der Software die entsprechenden Parameter verwendet und die Verschachtelungen der Bauteile bzw. die Schneidpläne automatisch erstellt“, ist Prantner von der einfachen Bedienung beeindruckt. Das System erzeugt 2D-Modelle, bestimmt automatisch die Anschnittpunkte und Schneidsequenzen, optimiert die Nutzung der Blechtafel und kalkuliert den Bearbeitungsverlauf. Selbstverständlich kann der Mitarbeiter manuelle Anpassungen wie etwa spezielle Frei- und Trennschnitte vornehmen.
Nach der Erstellung der Schneidpläne wird mittels der Nexus-Software von Salvagnini die Stapelstrategie festgelegt. „NEXUS liefert automatisch die Sortierprogramme, die bei Bedarf vom Bediener interaktiv noch angepasst werden können. Dank des integrierten 3D-Simulators kann der Stapelvorgang im Vorfeld genau überprüft und optimiert werden“, freut sich Prantner über die dadurch gewonnene hohe Prozesssicherheit.


Bediener am Salvagnini-Biegezentrum P4.

Partner auch für zukünftige Herausforderungen
Lobend erwähnen möchten Andreas Grader und Thomas Prantner auch noch die vorbildliche Einschulung durch die hochkompetenten Trainer von Salvagnini: „Die Schulung während der Inbetriebnahme bei uns im Werk wurde sogar gefilmt und uns anschließend zur Verfügung gestellt.“ Unisono sind die beiden froh, sich auch beim Laserschneiden für Salvagnini entschieden zu haben: „Durch die partnerschaftliche Zusammenarbeit und die Investition in die neue Laserschneidmaschine von Salvagnini sind und bleiben wir absolut wettbewerbsfähig.“
Um für zukünftige Herausforderungen gerüstet zu sein, startete Forster zudem an beiden Produktionsstandorten bereits 2021 umfangreiche Automatisierungs- und Digitalisierungsprojekte. Andreas Grader versichert abschließend: „Wir werden weiterhin verstärkt in moderne und innovative Fertigungstechnologien investieren. Dabei wird Salvagnini sicherlich stets einer unserer ersten Ansprechpartner bleiben.“
Teilen: · · Zur Merkliste